Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.
![]()
Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.
![]()
На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.
![]()
Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Комплектация агрегата для сварки
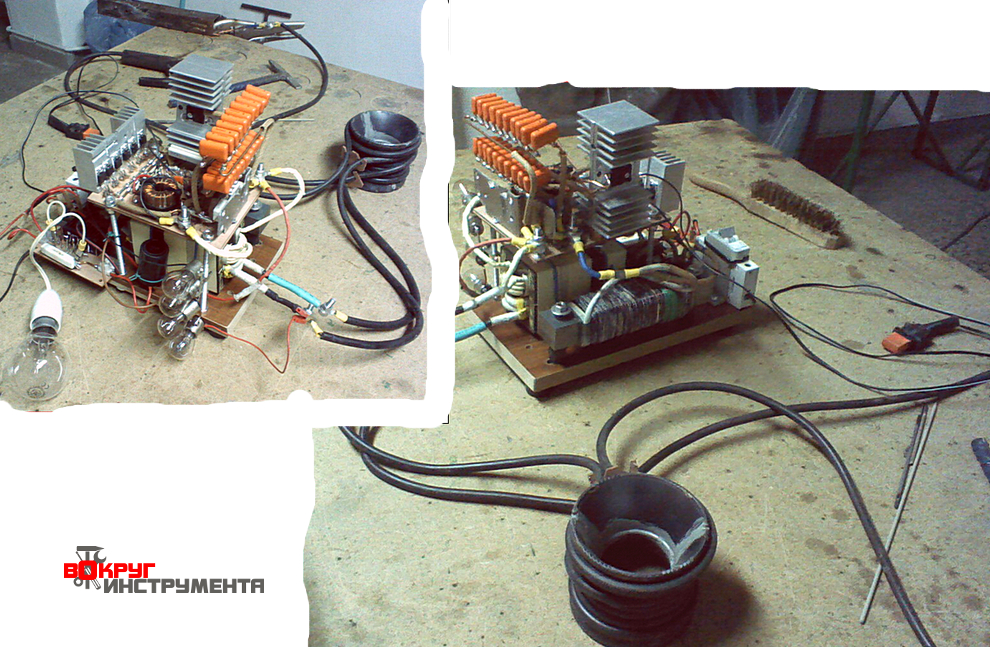
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
https://youtube.com/watch?v=-mMTysdd2NA
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
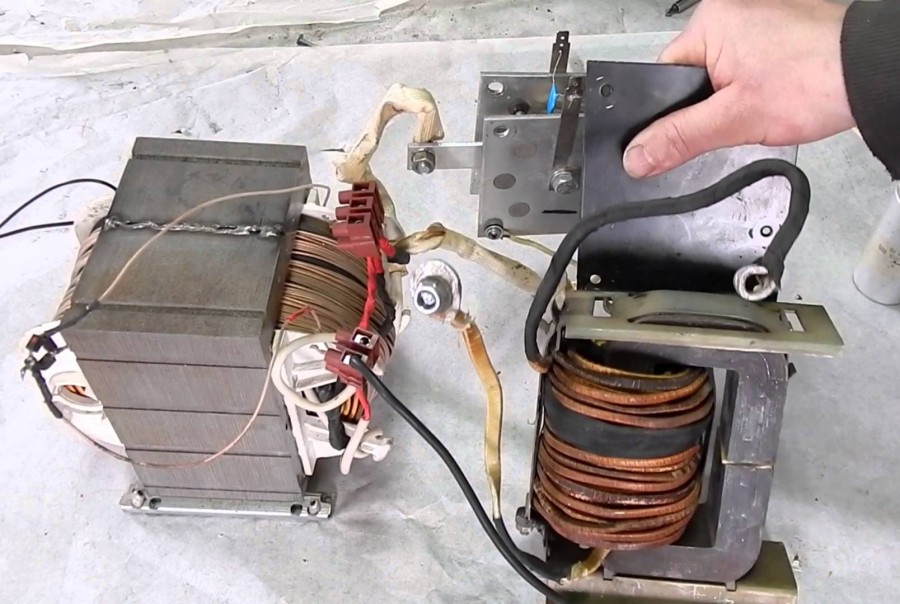
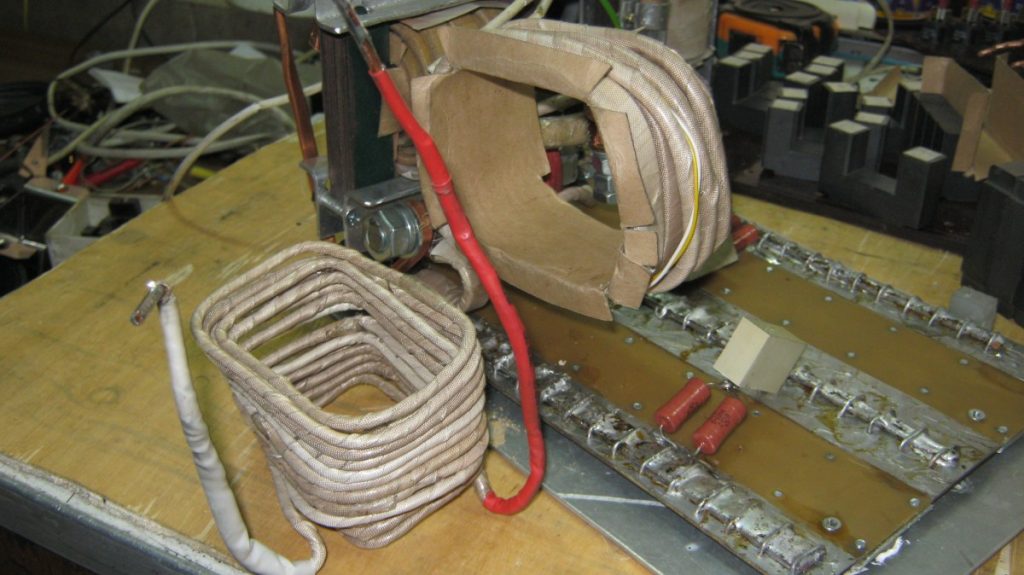
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель. Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель
Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
https://youtube.com/watch?v=Bf_4AbNBF7M
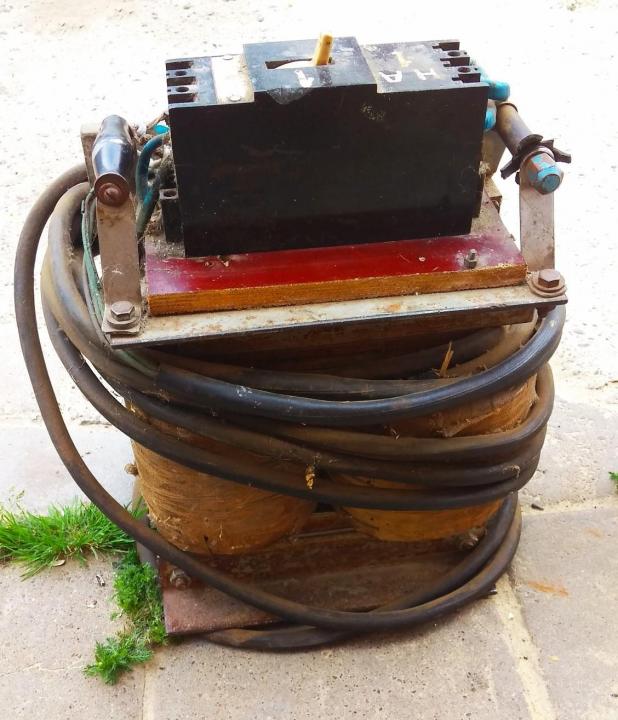
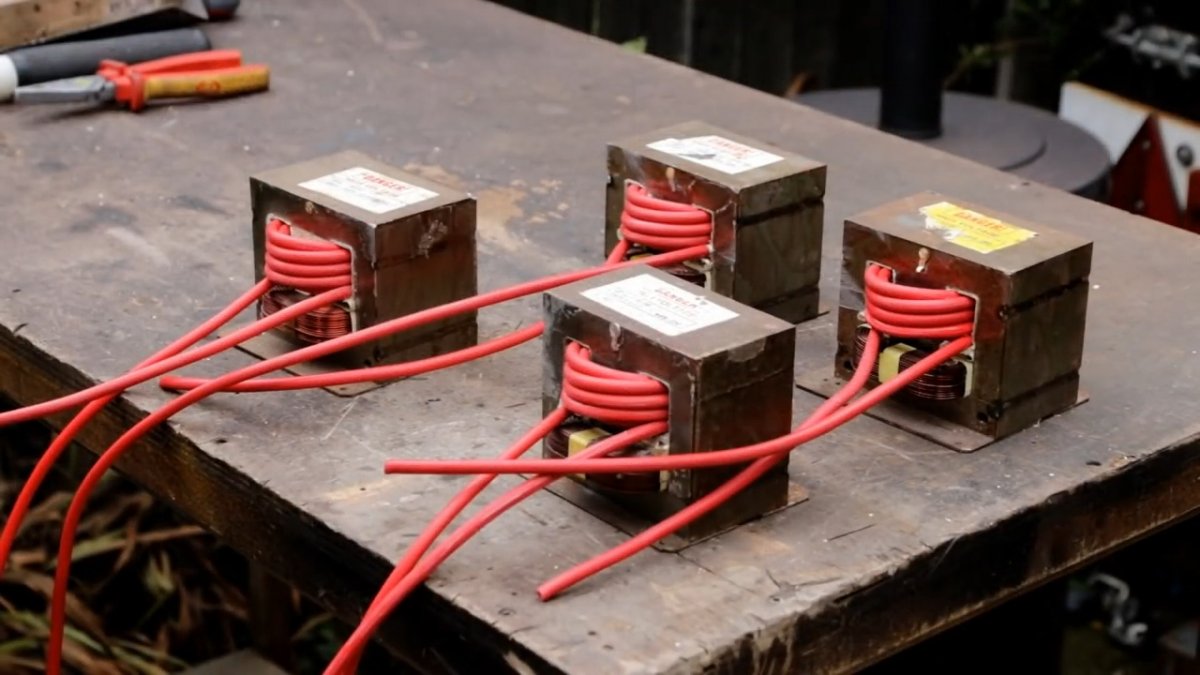
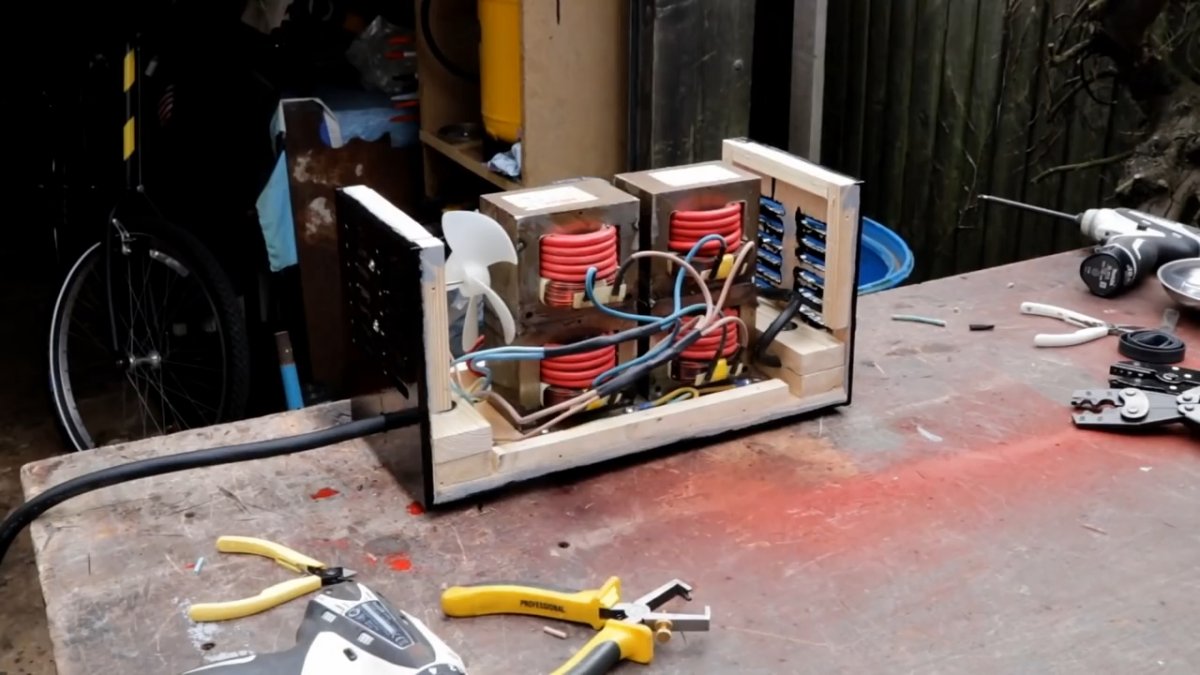
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
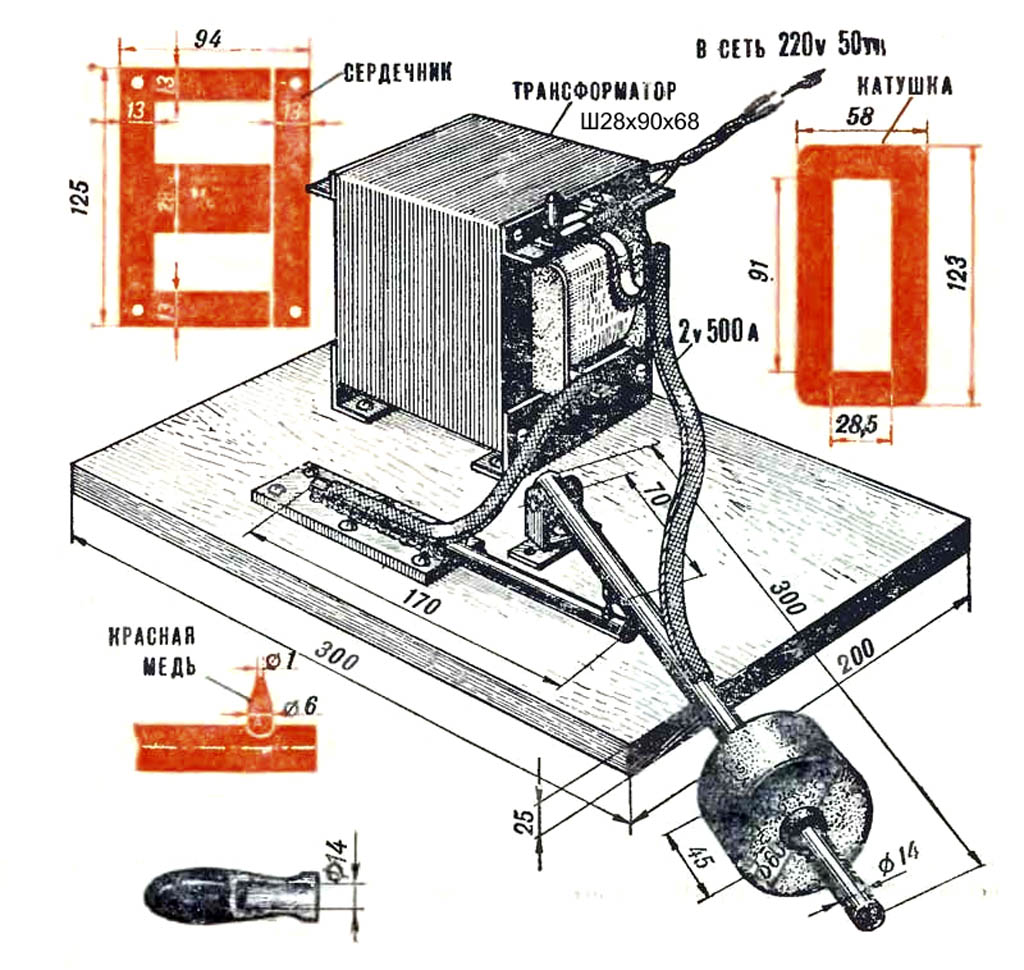
Монтаж сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.
![]()
Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.





![]()
![]()
![]()
![]()
![]()
![]()
Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.
![]()
Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.
![]()
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.
![]()
![]()
Её концы также выведите на гетинакс (текстолит) – отсюда «плюс» и «минус» уйдут один на сварочный рычаг, второй — на свариваемую деталь. Аппарат готов к работе. Сделайте фото самодельного сварочного аппарата.
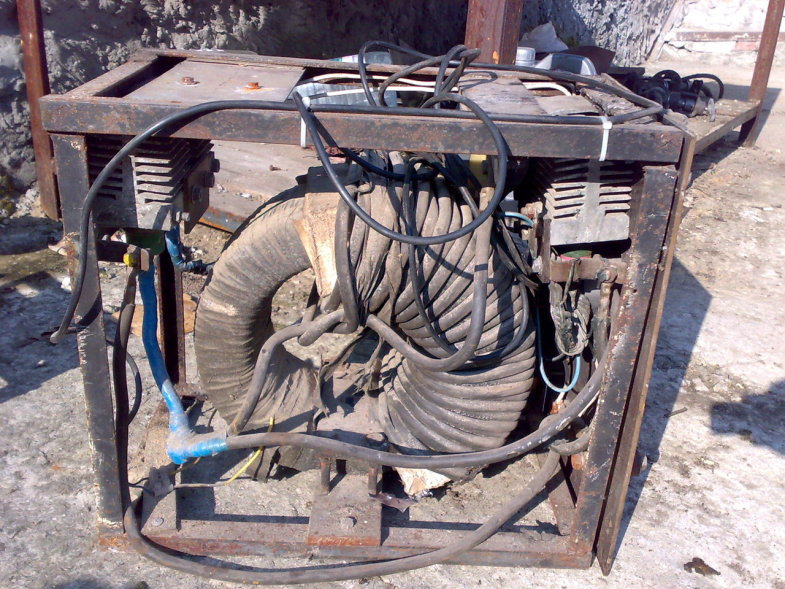
![]()
В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.
![]()
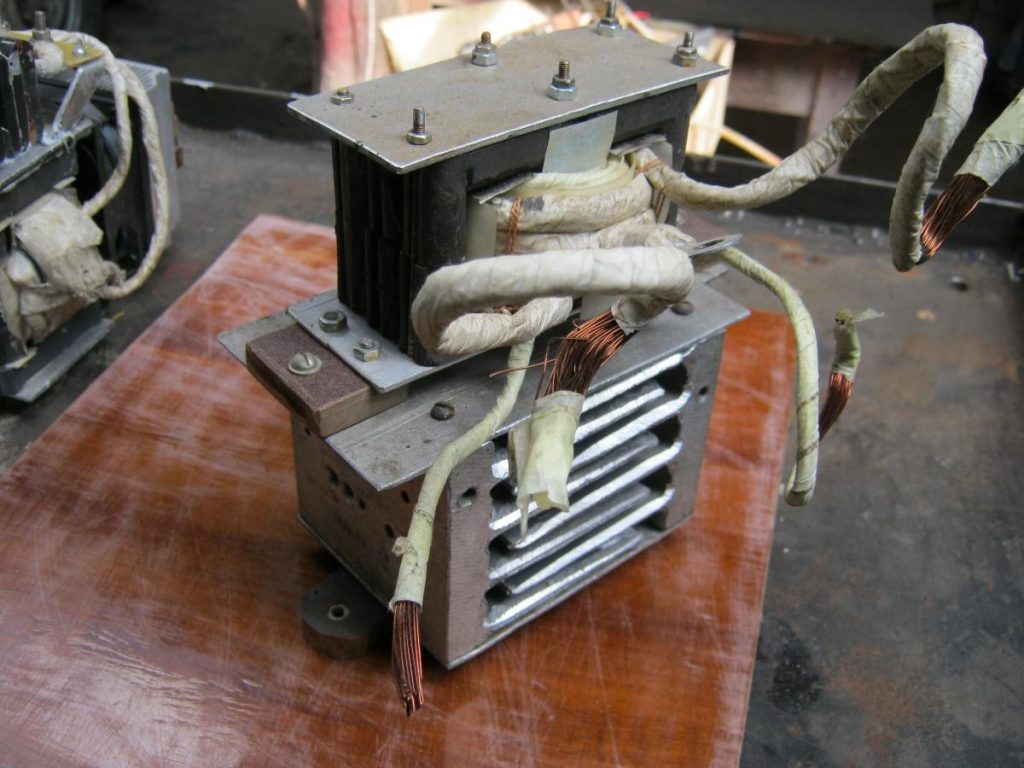
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию
Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное
Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
Самостоятельно изготавливать сварочный аппарат имеет смысл в том случае, когда необходимо выполнять сравнительно небольшие объемы сварочных работ в бытовых условиях. Зная основные принципы работы аппарата, можно собрать его из легкодоступных деталей и материалов.
![]()
различными устройствамисамодельные аппараты
![]()
![]()
сварочного процессаВнешняя характеристикаручной сварки
![]()
Сварочный аппарат, изготовленный самостоятельно с применением тщательно подобранных комплектующих, может полноценно заменить дорогостоящий готовый аппарат и надежно служить владельцу долгие годы.
Сварка металла в домашних условиях может быть произведена следующими способами:
- с помощью покупного оборудования для электродуговой и газовой сварки металлов;
- путем создания и применения ;
- использованием для соединения тонких листов металла;
- с помощью приборов для точечной сварки, изготовленных в домашних условиях.
Ниже будут рассмотрены все вышеперечисленные методы и приведены соответствующие схемы домашней сварки металлов.
Изготовление инвертора для опытных мастеров
Сборка самодельного аппарата такого типа достаточно сложна. Для этого нужно обладать опытом ремонта электронных устройств. Однако приобретать дорогие детали и узлы для этого необязательно. Блок питания извлекают из нерабочего компьютера или телевизора.
Схема прибора
При первой сборке рекомендуется использовать простую готовую схему, включающую следующие элементы:
- Питающий блок для преобразователя и управляющей системы. Изготавливается из оптрона, используемого для подачи тока компонентам компьютера.
- Блок накопления заряда для дежурной дуги. Изготавливается на базе транзисторов КТ972, которые размещаются на радиаторах. Для соединения этих компонентов используют автомобильные реле на 40 А. Для управления применяются защитные автоматы номиналом 25 А. Напряжение холостого хода составляет 300 В, при сварке этот параметр снижается до 50.
- Преобразователь тока. Самыми важными частями этого блока являются катушки индуктивности. Настройку их параметров производят посредством резисторов. При несогласованности значений ток имеет недостаточную силу.
- ШИМ из печатной платы US3845. Деталь снабжают транзисторами марки КТ972.
Рассматриваемая схема инвертора преобразует поступающее от сети переменное напряжение в постоянное. Это помогает получить ток с характеристиками, требуемыми для формирования прочного сварного соединения.
Необходимые элементы
Для сборки агрегата понадобятся:
- компьютерный блок питания;
- медные провода;
- микросхема US3845 (приобретается в готовом виде);
- корпус от старой СВЧ-печи или системного блока;
- транзисторы.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Точечная сварка: нюансы
Перед тем как приступить к непосредственной работе, связанной с созданием аппарата, необходимого для того, чтобы выполнить точечную сварку, вы должны четко понимать, что конструкция получится достаточно мощной и простой. Это нужно, чтобы не возникало дополнительных вопросов в процессе использования. Одной из самых важных частей агрегата является трансформатор.




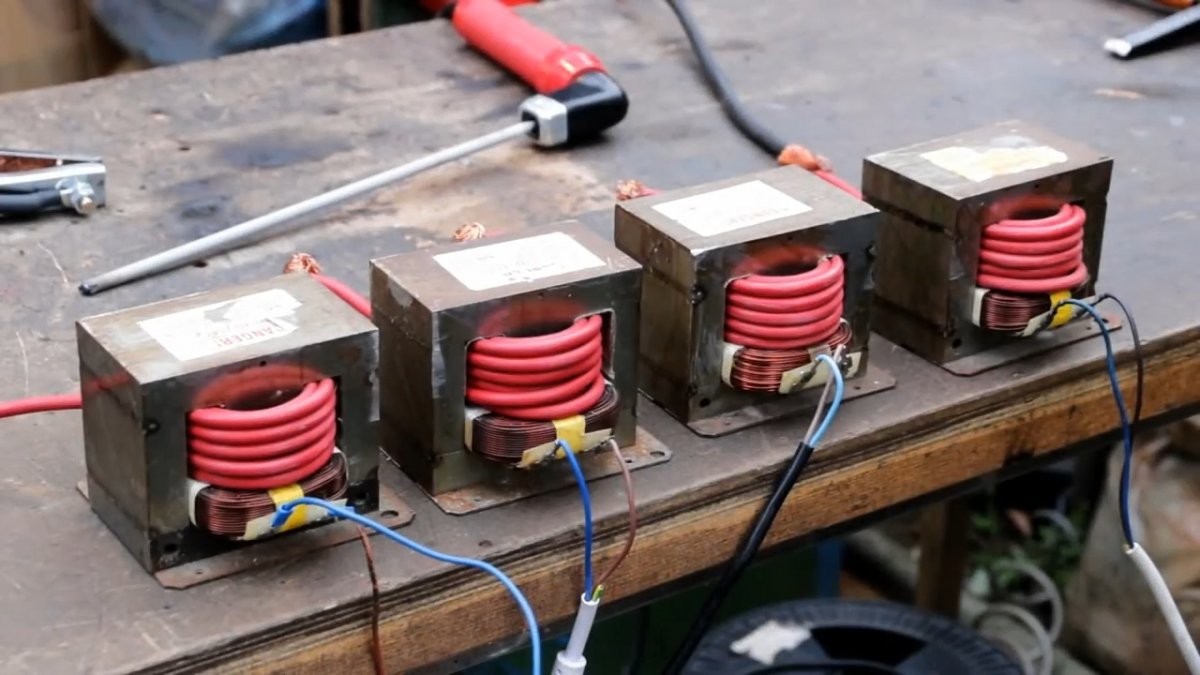


Для того чтобы сделать мини сварку, используйте устройство ОСМ-1, которое является серийной продукцией и будет играть роль трансформатора. Учтите, что первичная обмотка трансформатора должна содержать не менее двухсот витков провода марки ПЭВ2-1.9.
Вторичную обмотку требуется обязательно заменить, выполнив ее при помощи мощного провода марки ПВЗ-50. Для того чтобы вторичная обмотка была выполнена максимально качественно, выполнение должно производится из нескольких трехвитковых долей, причем таким образом, чтобы общее сечение у них не превышало 100 кв.мм.
Чтобы можно было регулировать силу тока при точечной сварке, ориентируйтесь на время, за которое аппарат разогревается максимально. Так вы сможете производить контроль, отключая устройство на непродолжительное время всякий раз, когда оно начинает перегреваться или изменяется цвет.
Чтобы точечную сварку не закоротило, держатели, используемые для проводов, выполняются из дюралюминиевого прута. Его диаметр должен быть равен 30 мм. При сборке сварочного аппарата нижний электрод не должен двигаться.
Его необходимо изолировать от всей конструкции с помощью изоляционной ленты.
Учитывайте, что все электроды, используемые для работы, должны быть из меди, диаметр которой составляет около 12 мм, и прикрепляться в конструкции болтами с шайбами.
Если провода соприкасаются между собой, вам потребуется развести их. Для выполнения этой задачи лучше всего подойдет пружина, устанавливая которую необходимо следить, чтобы она не привела к замыканию. Можно также использовать для этой цели втулку из пластика прикрепив ее к трансформатору при помощи винта.
- Трансформатор подключается к сети через автоматический выключатель. Уровень потребления тока находится в этом случае в классе А. Для того чтобы аппарат работал, потребуется воспользоваться магнитным пускателем, который должен начинать работу при нажатии педали.
- При установке педали нужно, чтобы она имела дополнительную клавишу, напоминающую по своей форме гриб. Не стоит забывать и о том, что после выполнения этих действий следует выполнить заземление конструкции. В этом случае заземляется вторичная обмотка и корпус трансформатора.
- При выполнении работы необходимо помнить, что сварка — это непосредственное соединение разнообразных деталей с помощью их расплавления. Главное — обязательно придерживаться в работе строжайших мер безопасности, защищая лицо и тело специальным костюмом с маской. Вам понадобится периодически сбивать нарастающую окалину, образующуюся на сварочном аппарате. Для этой работы лучше всего воспользоваться остроконечным молотком.
- Чтобы сделать точечную сварку, зажмите детали в созданном вами сварочном аппарате. После этого на них начнется непосредственное воздействие тока вплоть до того времени, когда детали станут плавиться и прикрепляться друг к другу. Затем подачу тока нужно отключить и приступить к сжатию электродов, что приводит к своеобразной проковке деталей между собой. Металл начинает кристаллизоваться и образовывать сварное соединение.
Точечная сварка в большинстве случаев предварительно изучается на бракованном куске металла. Идеально, если при выполнении сварочных работ в непосредственной близости от вас будет находиться вода. Кроме того, при работе требуется полное отсутствие материалов, которые могут загореться. Стоит учитывать, что даже незначительный кусочек провода, забытый на полу, может стать причиной возникновения пожара. Выполняя точечную сварку, обязательно учитывайте, что при такой работе оказывается воздействие на каждый из электродов, а это существенно снижает длительность срока эксплуатации трансформатора. Очень часто встречаются ситуации, когда прочность всей сварки напрямую зависит от диаметра сварочной точки и времени непосредственного воздействия электрического тока на металл.
Схема регулятора тока для сварочного аппарата
Режим работы сварочного аппарата регулируется переменным резистором R5. Тиристоры VS1 и VS2 открываются каждый в свой полупериод попеременно на определенный промежуток времени благодаря фазосдвигающей цепи, построенной на элементах R5, С1 и С2.
В итоге появляется возможность изменять на первичной обмотке трансформатора входное напряжение от 20 до 215 вольт. В результате трансформации на вторичной обмотке появляется пониженное напряжение, позволяющее с легкостью поджечь сварочную дугу на клеммах X1 и X2 при сварке переменным током и на клеммах X3 и X4 при сварке постоянным током.
Подключение сварочного аппарата к электросети производится обыкновенной штепсельной вилкой. В роли включателя SA1 можно использовать спаренный автомат на 25А.
Полезные рекомендации по настройке аппарата
![]() Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ, одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для замыкания резистора необходимо подключить реле. Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
Потом подается питание 15В на мост, чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
Проверить корректность установки трансформаторных фаз. Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Начинать сварку с 10 секунд. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Изготовление
Качественный точечный сварочный аппарат можно изготовить самостоятельно. Для этого можно использовать источник сварочного импульса, который использует принцип разряда конденсатора. Схема такого источника достаточно проста.
Сварочные аппараты для сварки с таким типом питания могут сваривать тонкие листы металла (до 0,5мм).
На выходе вторичной обмотки выделяется необходимая сила тока. На первичную обмотку происходит разряд конденсаторов, что способствует возникновению нужного сигнала. Конденсаторные разряды управляются тиристорами. Накопление заряда происходит от включенной вспомогательной цепи трансформатора. Необходимо использовать диоды, которые выпрямляют электрический сигнал.
https://youtube.com/watch?v=HhT8qqjMfR0
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит . Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
![]()
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
https://youtube.com/watch?v=wzQ6XWNkie4
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух
Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
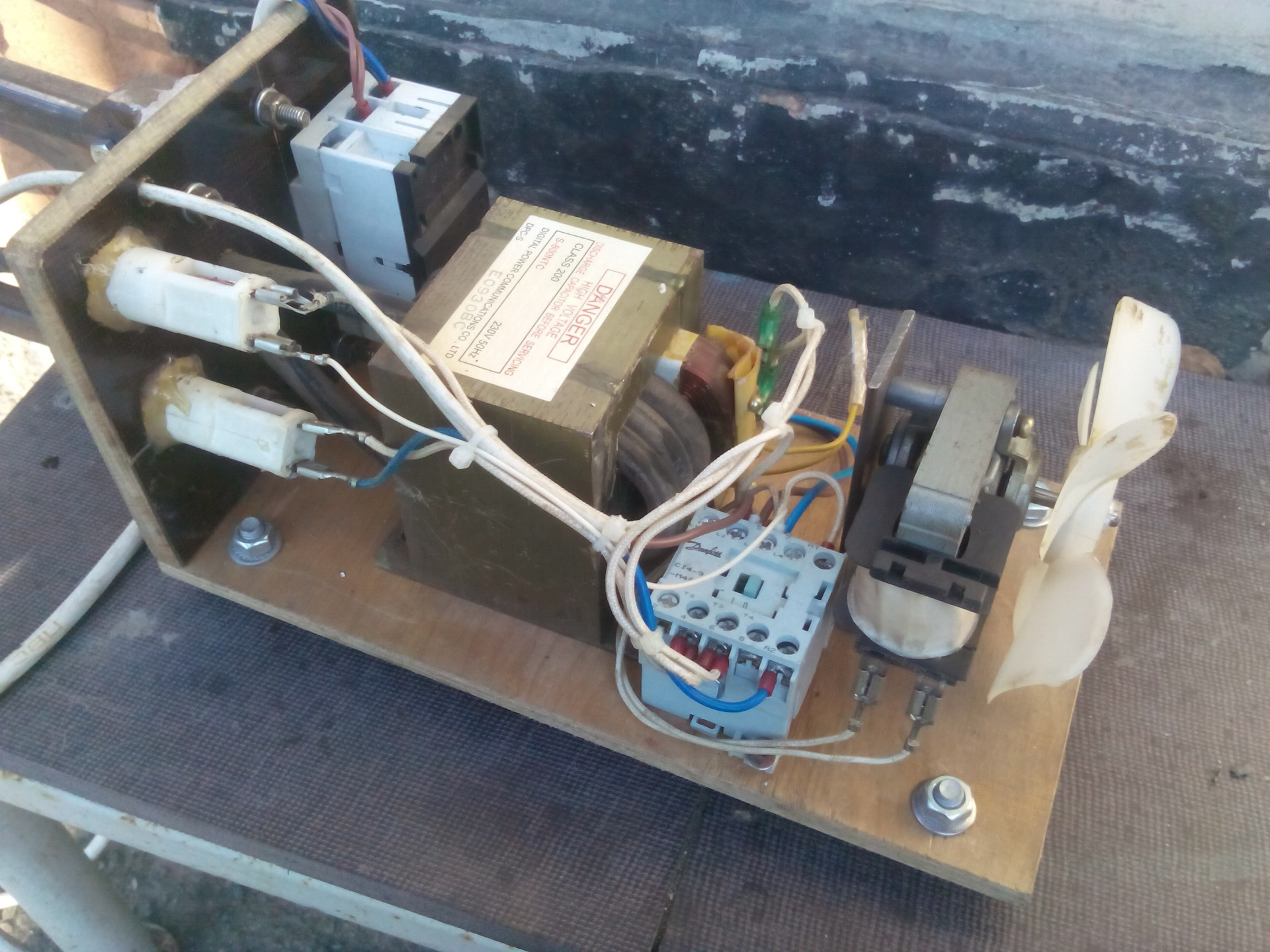
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.








Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
![]() Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Функциональность споттеров серийных моделей
Споттеры, выпускаемые серийно в производственных условиях, обладают целым рядом востребованных функций. Среди них:
- возможность приваривания ремонтных шайб;
- приваривание металлического электрода с последующим вытягиванием металла детали;
- использование аппарата в комплекте с электродами из графита, которые дают возможность выполнять осадку металла (нагрев и последующее охлаждение);
- простота в техническом обслуживании, удобство в эксплуатации;
- два режима для выполнения сварочных работ – постоянное включение (при таком режиме используется углеродный электрод) и кратковременное включение, которое можно регулировать по времени (такой режим применяется для приварки ремонтных шайб или металлического электрода);
- оснащенность системой принудительного охлаждения (в конструкции аппарата также предусмотрен термостат, в функции которого входит отключение споттера при его перегреве, а также его включение при охлаждении до требуемой температуры).
![]()
Одна из вариаций заводских споттеров и сопутствующих приспособлений различного назначения
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
- дуговой сварки;
- контактной сварки.
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Желаем успехов!
Узнать больше:
Ремонт сварочного трансформатора – что в них ломается и как чинится.
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.





